


6 - 9 сентября 2011, СумГУ, г. Сумы, Украина XIII Международная научно-техническая конференция “ГЕРВИКОН-2011”
Международный форум “НАСОСЫ-2011” Семинар “ЭККОН-11”
Пирогов А.Д.
АННОТАЦИЯ
Среди различных способов изготовления рабочих колес для крупных насосов АЭС штампосварной вариант по уровню технологичности может занимать ведущее место при планомерном проведении работ повышения качества сварных швов, улучшения обработки обтекаемых поверхностей и др.
Рабочие колеса (РК) насосов обычно разделяют по конструкции на три группы: открытые, полуоткрытые и закрытые. Последние наиболее применяемые для насосов АЭС.
Существует несколько основных технологий изготовления РК: клепанные, литые, сварные, сварно-паянные, фрезерованные из поковки, межлопаточное пространство полученное электроэрозионным способом. Известны также варианты: из неметаллических материалов (в т.ч. клеянные), специальные виды покрытий, соединение лопаток «электрозаклепками» и др. Дальше ряд разновидностей расширяется за счет многообразных комбинаций способов изготовления, конструктивных требований и особенностей (коррозионная, эрозионная и кавитационная стойкость, антизадирность уплотнительных поясков, разнотолщинность лопаток и форма их кривизны; места снятия дебаланса, величина окружной скорости и др.), и видов заготовок составных частей (диски, ступицы, уплотненные пояски): отливка, поковка, штамповка. Литературных источников по систематизации и методом обоснования выбора оптимальных областей применяемых вариантов РК пока не достаточно.
Основные критерии: обеспечение максимальной эффективности эксплуатации при технологических возможностях изготовления с учетом современного технического уровня (часто - целесообразно покупать у известных специализированных поставщиков). Для крупных насосов, исходя из технологичности, наиболее широко применяются литые РК (рис. 1. ). У главных циркуляционных насосах ГЦН -195М (блоки ВВЭР -1000 АЭС) первоначально использовался сварно-литой вариант из 2-х частей: по 3 лопатки на покрывном и основном дисках для снижения трудоемкости получения отливки и ее зачистки. В настоящее время применяется 2 основных варианта: 1-й штампосварной ПАО «СМНПО им. М.В.Фрунзе» (ПАО) [1], где накоплен большой опыт изготовления штампосварных РК компрессоров и гидротурбин (рис.2.)

2-й вариант для партий 4-8 шт./год, точность обеспечивает при трудоемкой механической обработке - обрабатывающий центр с последующей слесарной зачисткой и проверкой по контрольным точкам. (здесь 1 шов).
РК ГЦН является внутренним элементом и следовательно неподведомственно «Правилам АЭС» ПН АЭ Г-7-008-89 [2], но учитывая ответственность изделия, разработчик для оценки качества сварных швов при визуальном и капиллярном контроле принял нормы оценки по IIкатегории ПН АЭ Г-7-010-89 (разд.11.) [3].
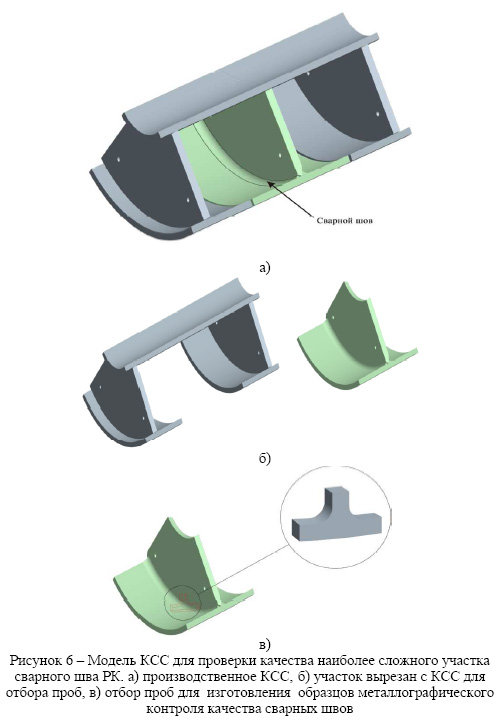
Для проверки возможности качественной реализации технологического процесса сварки и контроля сварных соединений штампосварного РК ГЦН в соответствии с требованиями нормативов: [2,3], чертежей и производственно- технической документации по «Программе производственной аттестации технологии выполнения сварных соединений» необходимо изготовить и испытать контрольно - сварное соединение (КСС). Конструкция КСС предусматривает дополнительные элементы для максимального приближения условий имитации затесненности при манипуляциях сварочной горелкой или электрододержателем (рис.6.). К этой работе допускается сварщики, прошедшие аттестацию по ПН АЭ Г -7-003-87 [4].
Технологичность – экономическая категория изменяющаяся во времени. Из-за сложной, пространственной криволинейной поверхности сопряжения штампованных лопаток с дисками имеются трудности полной выборки корня шва по всей его длине (нетехнологичность). Поэтому был применен измененный (уменьшено притупление) шов по ГОСТ 5264 с объемом контроля: визуальный, измерительный и капиллярный.
Для обеспечения повышенных требований к надежности проведен пересмотр оценки технологичности:
1) наличие современного малогабаритного инструмента (ручные шлифовальные машинки) позволяет выбрать полностью корень шва.
2) оснащение усовершенствованными горелками, использование выходных планок, и соответствующая подготовка сварщиков позволяет обеспечивать провар кромок и стойкое обратное формирование шва.
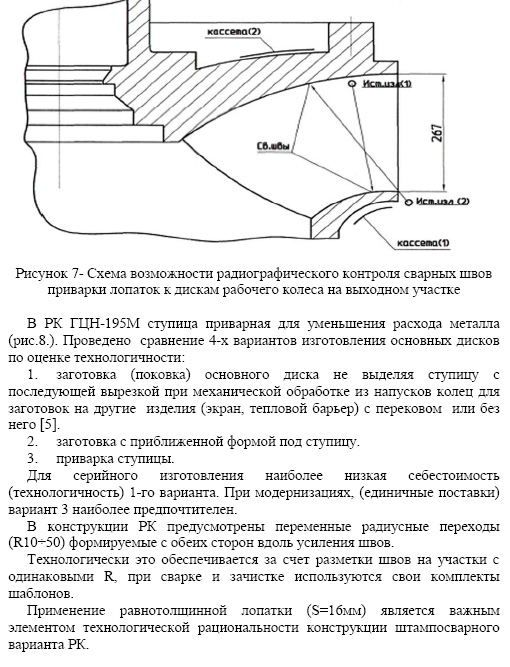
3) моделирование условий сварки и контроля дает возможность проведения рентгенконтроля доступных участков верхнего и нижнего швов (рис.7.) и создать приближенное имитационное производственное КСС с металлографическим контролем вырезанных из шва образцов.

Дальнейшие изменения (лучше – повышение) уровня технологичности связанны с конструкционными улучшениями и появлением новых возможностей по технологическому, контрольному и измерительному оборудованию при учете ужесточения требований по безопасности и надежности.
Направления:
- наличие в ПАО разгонного стенда позволяет эксперементально проверить правильность выполненных расчетов.
- приобретение современных аппаратов для радиографирования дает возможность полного контроля швов.
- внедрение станка для обработки глухих внутренних шлицевых поверхностей в крупногабаритных деталях позволяет исключить шлицевую втулку из конструкции РК (рис. 9.)
При замене РК действующих ГЦН на конструкцию с улучшенными характеристиками требуется определение оптимального варианта модернизаций совмещенных с капитальным ремонтом. Необходимо стремиться выполнить накопившийся задел новых решений по всему узлу ротора: способ крепления РК, возможность подцентровки, сменное щелевое уплотнение и др.
Четкий цикл изготовления штампосварного РК позволяет точно планировать такие работы.
ЗАКЛЮЧЕНИЕ
Уровень производственной технологичности изменяется при участии факторов прогрессивной обеспеченности и новых требований, что оказывает влияние на эксплуатационную технологичность, которая зависит от показателей ремонтной и модернизационной. При отсутствии качественного точного литья на прогнозируемый период вариант штампосварного РК является наиболее конкурентоспособным.