


6 - 9 сентября 2011, СумГУ, г. Сумы, Украина XIII Международная научно-техническая конференция “ГЕРВИКОН-2011”
Международный форум “НАСОСЫ-2011” Семинар “ЭККОН-11”
Пирогов А.Д.
Формирование цен реализации крупных водяных насосов для АЭС должно учитывать стоимость их полного жизненного цикла (ПЖЦ), технический уровень и модернизационную технологичность. Приведены конкретные примеры влияния модернизационной пригодности на повышение эффективности эксплуатации насосов.
1. ПОКАЗАТЕЛИ ПРИ ОПРЕДЕЛЕНИИ ЦЕН
В последние годы обострились проблемы экономии энергоресурсов, насосные системы потребляют свыше 1/5 части мирового производства электроэнергии. Анализ затрат полной стоимости жизненного цикла (LCC) насосов показывает, что покупная стоимость оборудования (начальные затраты) составляет только 10÷25%.
Поэтому ведущие производители рассматривают вопросы управления ценообразованием комплексно. Российская Ассоциация Производителей Насосов (РАПН) выбрала приоритетным направлением внедрение и пропагандирование методов LCC [1]. Для дорогостоящих объектов, как атомная электростанция (АЭС), с длительным циклом эксплуатации в условиях постоянно ужесточающихся требований по безопасности управлением сроком службы оборудования является важной задачей, что и необходимо учитывать при определении цен.
При выполнении программы дальнейшего развития атомной энергетики России за основу принято строительство типовых блоков с минимализацией затрат, что требует особых подходов к соотношению «Цена-Качество».
В 2010 году на международной конференции поставщиков оборудования для строящихся АЭС «Управление стоимостью АЭС при проектировании типовых блоков» (ОАО «НИАЭП», г. Н.Новгород) была презентована необходимость проведения открытости закупок оборудования и принципов формирования его цены. При этом Покупатель уже заранее определил по своей методике лимитирование цены для проектных смет затрат на приобретаемое оборудование с ориентированием по комплексному показателю – стоимости 1 МВт установленной электрической мощности (УЭМ) АЭС. Централизованные закупки вынуждают возвращаться в старые времена прейскурантных цен [2].
Как отмечено в [3], стоимость строительства новых АЭС растет во всех странах (находится в пределах: 3000 ÷7000 долл. за 1 кВт УЭМ) в основном из-за существенного повышения: требований по безопасности, объемов производственно-экономической деятельности и рисков перспектив окупаемости проектов.
Цветковым А.М. (ООО «Альстром Атомэнергомаш») предложен метод расчета приведенной цены паровой турбины с учетом общего коэффициента:
K=1+Kref+Krus+Kmat+Krel+Kdate+Kpay,
где: Kref - коэффициент референтности; Krus - коэффициент защиты российского производителя; Kmat - коэффициент ключевого технологического параметра; Krel - коэффициент надежности и технического использования; Kdate - коэффициент сроков поставки; Kpay - коэффициент графика платежей.
Высокий уровень качества при конкурентоспособной цене обеспечивается за счет совершенствования технологических процессов изготовления консольных, погружных водяных, бензиновых и других насосов. Для насосов с длительным ПЖЦ необходимо обязательно учитывать возможность периодических модернизаций по мере накопления проверенных новых решений [4].
ПАО «СМНПО им. М.В.Фрунзе» (ПАО) имеет одни из наиболее высоких показателей референции (по количеству и срокам эксплуатации) для широкой номенклатуры насосов и обосновывает необходимость объективного определения цены на основе анализа LCC с введением дополнительных критериев: модернизационная пригодность (МП), модернизационная технологичность (МТ), серийность продукции, наличие испытательных стендов и др. [4]. Выбор приемлемого варианта модернизации, с учетом всех возможных ограничений, предлагается определять по максимальной экономической эффективности:

где: n – номер насоса, t – момент внедрения, р - модернизация которую невозможно провести в пределах выделенных сроков ремонта, M – набор модернизаций, N – набор насосов, Т - рассматриваемый период, em– годовая экономическая эффективность, Xmnt – максимальный план, Zim – расходы у изготовителя на подготовку, m – модернизация, Zpm – расходы на АЭС.
Как известно, технологичность конструкции изделия (ТКИ) является частью общей системы обеспечения качества. Многими исследователями при отработке изделий на технологичность, был предложен выбор единого комплексного показателя [6].
Относительно насосов, на стадиях проектирования предлагается использовать статистические зависимости основных показателей, например, массы от характеристик насоса [7]:

где: Q - расход, H - напор, N - годовой выпуск, µ – к.п.д.
Громоздкость математического аппарата, сокращение обобщающих функций отраслевых НИИ, постоянно изменяющееся состояние по количеству выпускаемых изделий и технологическим возможностям изготовителей привели к ограниченному применению подобных расчетов для сравнения существующих уровней изделий, прогнозирования новых. Имеется также определенные трудности с подбором аналога или базового эталона, невыясненные полностью понятия «ремонтопригодности» и «ремонтной технологичности» [5].
В [8] представлена зависимость отпускной цены с учетом потребительских свойств:

где С - себестоимость полного изготовления; R – рентабельность пр-ва, %; К - комплексный показатель качества машины.
При этом комплексный показатель качества машины К равен:

где К1,…,Кі,…,Kn - показатели качества, определяемые по отношению к лучшим аналогам, В1,…,Ві,…,Bn – важность (весомость) конкретных составляющих, n - количество показателей.
Определить область оптимального соотношения можно только на основе результатов технико-экономичного анализа с расчетами экономической эффективности улучшения качества насосов получаемого потребителем при эксплуатации за счет перераспределения затрат в сферу изготовления. За итоговый показатель качества предлагается принимать экономическую эффективность, включающую связь экономических и технических показателей по всему LCC. В связи с этим, характерный пример выбора китайской ядерной компанией насосов для АЭС «Хашли» (Пакистан) в 1993 г., и в настоящее время варианта ГЦН собственного изготовления для реализации планов строительства большого количества серийных блоков. В первом случае были выбраны насосы ПАО (разработчик – ОАО «ВНИИАЭН»), имеющих наибольшую референцию и приближенность к собственным возможностям изготовления. Во втором (после долгого изучения опыта многих ведущих фирм) также решающую роль сыграла «технологичность под себя», референция и уровень рисков.
Ремонтный персонал на российских АЭС составляет 30% от общей численности и выполняет только 75% от всего объема ремонтных работ. На одном энергоблоке ВВЭР-1000 используется 219 насосов. В составе оборудования всех типов энергоблоков России эксплуатируются более 4 000 насосов.
В связи с этим повышение эффективности АЭС во многом связано с организацией технологического обслуживания и сокращения времени ремонта.
Одним из важных направлений выполнения этих задач являются периодические модернизации насосов составляющих основную часть тепломеханического оборудования.
Роль модернизаций с приближением сроков окончания службы при новых требованиях по безопасности еще более увеличивается.
2. ПОДГОТОВКА К ВЫДЕЛЕНИЮ ПОКАЗАТЕЛЕЙ МП И МТ
Над созданием и совершенствованием ГЦН уже полвека работают специалисты: ОАО «ЦКБМ» (г. С-Петербург), ОАО «ОКБМ» (г. Н-Новгород), ОАО «ВНИИАЭН» (г. Сумы) и ряда известных зарубежных фирм, к которым в последнее время активно добавились китайские насосостроители.
ГЦН проектируется под определенный тип ядерной энергетической установки. В данной работе рассматриваются ГЦН с механическим уплотнением вала для энергоблоков типа ВВЭР.
Для всех известных ГЦН можно выделить сложившиеся основные конструкционно-технологические принципы, которые необходимы при определении показателей МП и МТ (их разделяют на специально предусмотренные при проектировании и получаемые из взаимосвязей с другими показателями):
1. Компоновочные решения (выделение базовых показателей - группа 1).
1.1. Исполнение: вертикальное, одноступенчатое.
1.2. Крепление корпуса на фундаменте реакторного отделения (гидрорастяжки, проставки, опорные устройства и др.), наличие элементов биозащиты.
1.3. Корпус: силовой, герметичный с главным разъемом (основная базовая поверхность)
1.4. Выемная часть (ВЧ): относится к группе 2 базовых показателей.
1.5. Верхняя проставка (или фонарь, станина, опора электродвигателя) - базовая поверхность группы 1.
1.6. Электродвигатель (в зарубежных конструкциях с регулируемой частотой вращения) – группа 1.
1.7. Вспомогательные системы (минимальное количество, размещение маслопроводов максимально внутри корпусов и др.).
1.8. Консольное расположение рабочего колеса (РК) на валу с двумя радиальными опорами.
Здесь очень важно найти оптимальное сочетание минимального расстояния от оси РК до нижнего радиального подшипника (РП) с необходимым пространством для обеспечения снижения температуры перекачиваемой среды (установка термобарьеров, щелей и др.). В ГЦН-195М также размещено вспомогательное РК.
2. Особенности конструкционных схем.
2.1. Выбор проточной части с учетом последующих разработок более экономичных рабочих органов: РК и направляющий аппарат (НА).
Приваренный к корпусу НА заменить невозможно – низкий уровень МТ.
Применение штампосварного варианта (высокая технологичность) сферического корпуса в ГЦН-195М было приостановлено из-за недопустимого по «Правилам АЭС» пересечения сварных швов: приварки элемента напорного патрубка и шва соединения двух полусфер корпуса.
Здесь НА также приварен к корпусу (рис. 1). В данных случаях «утрачены» варианты последующих модернизаций для новых НА, осложнен их ремонт. Это сохранено в новом насосе ГЦН-1391 с ковано-сварным корпусом (рис. 2.) В ГЦН 2000 съемный НА крепится к выемной части (рис. 3).
Трудоемкость изготовления корпуса данного насоса в 4 раза меньше, чем в ГЦН-195М. При выборе проточной части здесь была обоснована частота вращения 1500 мин-1, коэффициент быстроходности ns =442, инерционный выбег и технологичность корпуса для серийного изготовления [9].
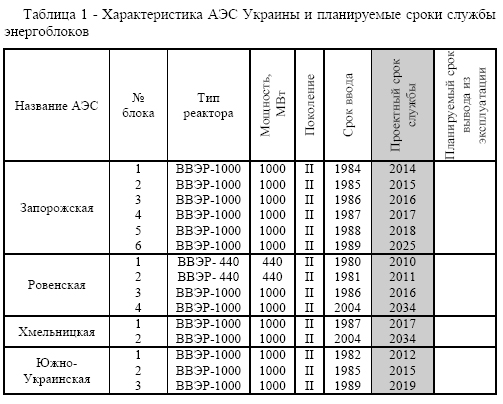
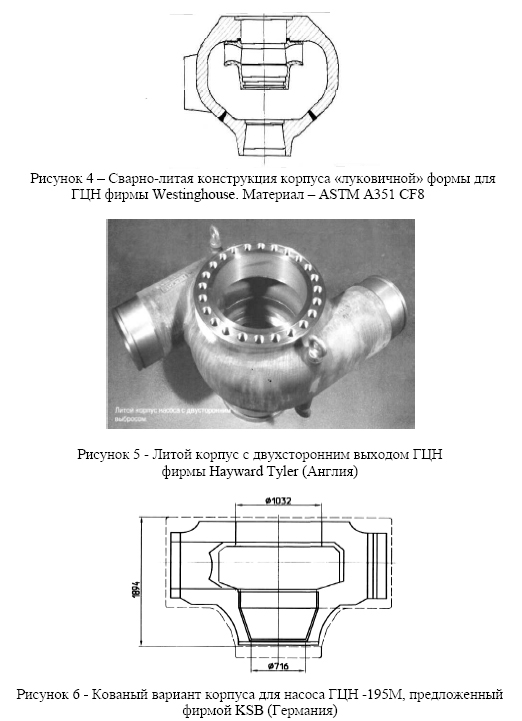
Представленный на рисунке 4 литой корпус фирмы «+GF+» (Швейцария) состоит из 2-х частей [10]. К основной части приварены 3 опорные лапы и полностью изготовленный НА. Далее электрошлаковой сваркой приваривается часть с входным патрубком (толщина стенки 200 мм, неразборная конструкция). Здесь проектант строго соблюдает правило: в проточной части ГЦН не должно быть разъемных элементов и крепежа.
На рисунках 5, 6 представлены: литой корпус с двумя напорными патрубками фирмы Hayward Tyles и сварно-кованный с нержавеющим внутренним плакированием фирмы KSB. Проект специально разработан для насоса ГЦН-195М, но не был внедрен.
2.2. Варианты расположения верхнего опорно-упорного подшипника (ОУП).
2.2.1. Собственный для насоса и электродвигателя.
2.2.2. Общий для насоса и электродвигателя. 2.3. Возможности снятия и замены при ремонтах и модернизациях узлов (это определяет и выбор муфт).
2.3.1. Без демонтажа электродвигателя: а) верхнего ОУП (или замены деталей); б) торцевого уплотнения; в) нижнего РП
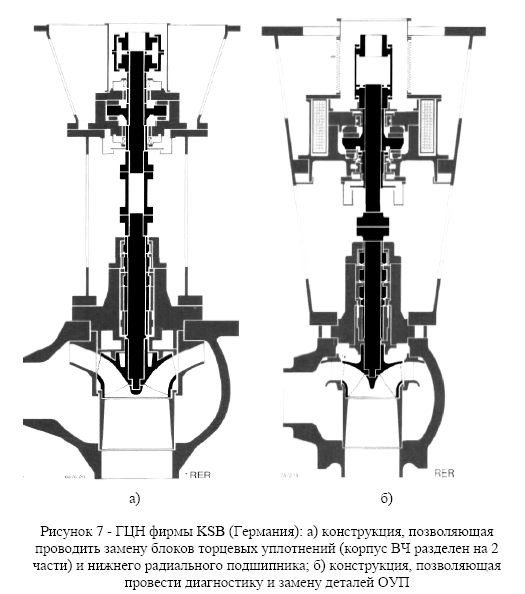
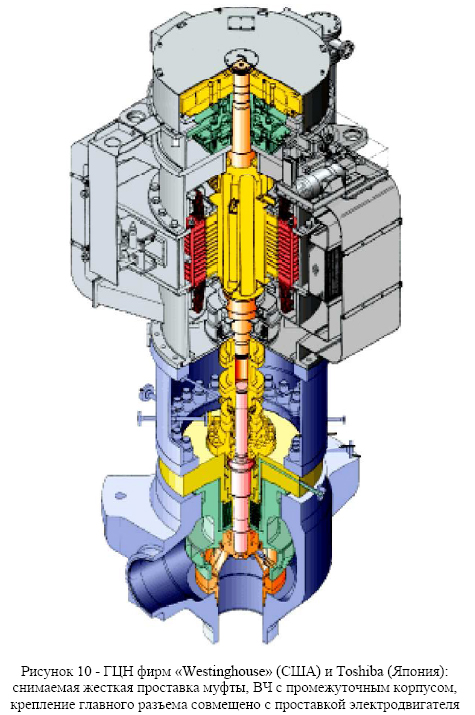
2.3.2. Без разгерметизации главного разъема (ГР). В ГЦН фирмы KSB и др. крепление ГР совмещено со стойкой ОУП или электродвигателя. В ГЦН-195М, ГЦН-1391 верхняя проставка крепится на корпусе отдельно: а) верхнего ОУП (или замены деталей); б) торцевого уплотнения (до настоящего времени имеющего по регламенту самый короткий период); в) нижнего РП.
2.3.3. Состояние центровки:
а) нарушается и требуется подцентровка;
б) сохраняется, подцентровка не требуется.
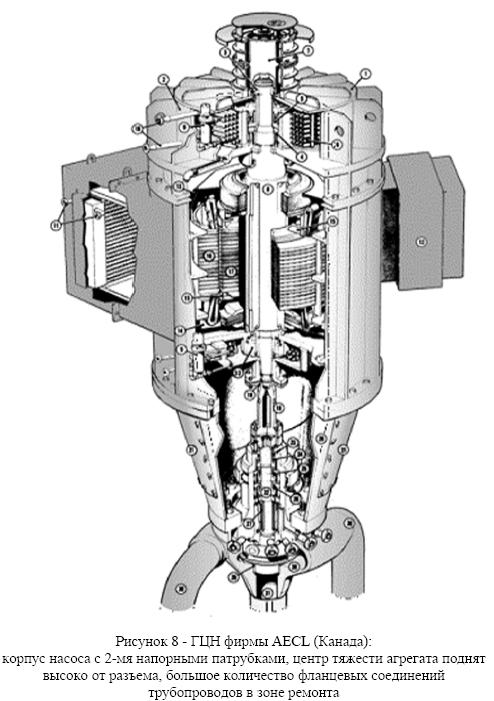
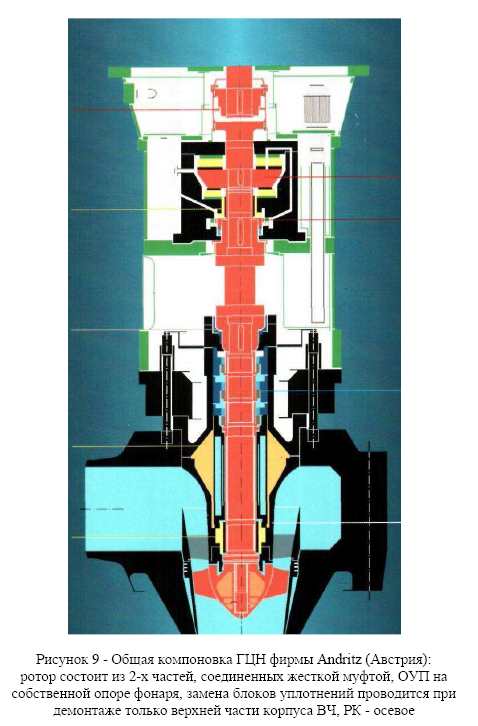
Возможность замены при ремонтах нижнего РП и блока торцевого уплотнения без разгерметизации главного разъема в конструкциях ГЦН фирм AECL (Канада) Andritz (Австрия) KSB (Германия), и др. (рис. 7-9) предусмотрена за счет жесткой проставки соединения валов без снятия электродвигателя и фонаря с опорно-упорным подшипником (фонарь совмещен с корпусом подшипника). В конструкции насоса ГЦН-2000 (ВНИИАЭН, г. Сумы) применена схема, где ОУП общий для электродвигателя и насоса [11].
2.4. Наличие инерционного маховика для увеличения времени выбега ротора.
2.5. Применение осевой разгрузки, в том числе с электромагнитным устройством.
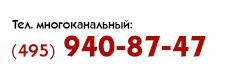
2.6. Уплотнение неподвижного соединения главного разъема и вторичного уплотнения. Этот чрезвычайно важный вопрос требует отдельного комплексного рассмотрения, т.к. подходит срок продления срока эксплуатации первых блоков украинских АЭС, где данная проблема обострена (табл. 1).
2.7. Антиреверсное устройство.
3. Основные узлы. Каждый важный узел проходит этапы отработки и испытаний с учетом показателей блочности, преемственности проверенных вариантов.
3.1. Корпус (отдельная очень важная тема для анализа технологичности при изготовлении и эксплуатации с учетом трудоемких периодических контролей, возможностей модернизации).
3.2. Ротор и отдельно рабочее колесо. Для ГЦН-195М с литой конструкцией корпуса (таких насосов эксплуатируется 120 единиц) необходимо проводить планомерную замену рабочих колес на новый вариант повышенной эффективности совместно с другими для данного периода модернизационными нововведениями.
3.3. Направляющий аппарат (при наличии):
3.3.1. Прикреплен к корпусу насоса:
а) сваркой;
б) крепежом;
в) разъемный.
3.3.2. Прикреплен к корпусу ВЧ.
3.4. Подшипник нижний РП и ОУП.
3.5. Концевое уплотнение.
3.6. Муфты.
3.7. Опорные устройства и др.
4. Выделение проблемных зон всей конструкции и узлов по 3-м группам соединения.
4.1. Подвижные;
4.2. Малоподвижные
4.2. Неподвижные с отнесением их к подгруппам:
а) подведомственным требованиям «Правил АЭС»;
б) важного функционального назначения;
в) требующие повышенного внимания;
г) общеконструкторского исполнения. Весомость каждой группы определяется показателями: объемов контроля, технологичной сложности (уникальности) операции и др.
5. Оценка технологичности отдельных деталей для определения показателей МП.
Таблица 1 - Характеристика АЭС Украины и планируемые сроки службы энергоблоков
Главный циркуляционный насос (ГЦН). В данный период имеется возможность провести анализ конструкций ГЦН МП и МТ с использованием результатов эксплуатации большинства их «мирового парка» по разработанной методике. Наиболее полное описание ГЦН до 1990г. (в основном для блоков РМБК) представлено в [12], поэтому интересно сравнить выводы через 20 лет для работающих насосов, изготовленных за последний период и новых перспективных разработок. Важно также определить «излишнее качество» - не востребованные в полной мере возможности для выполнения некоторых запланированных исполнительных функций и наоборот: заранее не предусмотренное повышение требований к безопасности эксплуатации оборудования и др. Например, не был внедрен ГОСТ 24625-81 [13], где отражены показатели технологичности по трудоемкости ремонтных работ и снижению весовых характеристик (удельная материалоемкость в кг.м3/ч); для нового блока ВВЭР -1200 проработана возможность использования ГЦН – 1391 (наличие запаса).
Рассмотрим эволюцию ГЦН блоков ВВЭР -1000 [14].
1. 1980г. Первые насосы ГЦН-195 для блока 5 Нововоронежской АЭС.
2. 1981г. Серийное изготовление насосов ГЦН-195М (модернизированный) для Южно-Украинской АЭС. Внесены изменения в конструкцию с учетом технологичности и возможностей СМНПО им. Фрунзе.
3. 1983г. Доработка (модернизация) корпусов выемных частей в условиях завода – изменение конструкции крепления нижнего РП (к существенному корпусу приварена и мехобработана дополнительная часть). МП позволяет в короткий срок выполнить эти изменения.
4. 1984-1990гг. Постоянно вносятся улучшения в серийные насосы. При этом часть из них путем полной замены или доработки внедряется на существующих АЭС. Параллельно ведется работа над заменой нетехнологичного литого корпуса на штампосварной и кованый варианты. Использование штампосварного РК.
5. 1990г. Изготовление опытного образца ГЦНА-1391 с верхним ОУП, работающим на воде. Продолжение работ над 2-х скоростным электродвигателем.
6. 1990-2000гг. Замедление строительства АЭС. Период реализации наработок на действующих насосах: Испытание и доведение нового насоса. Работы над обязательным требованием применения кованого варианта корпуса.
7. 2001-2007 гг. Изготовление насосов для Тяньваньской АЭС (Китай); АЭС Кудан-Кулам (Индия), АЭС Бушер (Иран) - всего 20 агрегатов и 5 запасных выемных частей. Испытание нового РК с повышенным КПД. «Революционный» прорыв – подшипник на водяной смазке, 2-х скоростной электродвигатель, новая схема уплотнений главного разъема и др.
8. Для достроенных блоков Хмельницкой АЭС (№2) и Ровенской АЭС (№4) используются насосы ГЦН-195М с элементами модернизации.
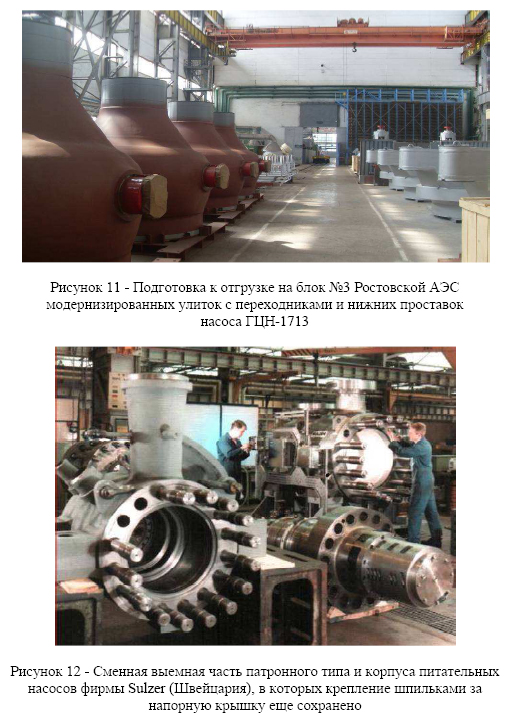
9. 2007-2011гг. Калининская АЭС (блок №3), Ростовская АЭС (блоки №2, 3), имеющие задельные узлы насосов ГЦН-195М проходят глубокую модернизацию: корпус - литая улитка с нижней проставкой и доработка выемной части по аналогии с насосом ГЦН-1391. Вариант промежуточной модификации – насосы: ГЦН-1709 и ГЦН-1713 (рис. 11).
Таким образом, подтвержден высокий уровень МП главных циркуляционных насосов, взаимозаменяемость основных съемных узлов при сохранении дорогостоящего базового корпуса. С другой стороны, не смотря на вышеперечисленные преимущества, нет возможности реализовать ряд принципиальных требований к ГЦН.



ВЫВОДЫ
Для объективного определения цен на насосное оборудование АЭС нет единого подхода к расчету показателей уровня качества, конкурентноcпособности, затрат LCC. Старая методологическая база не подходит, а новая не разработана. Особенно это необходимо для крупных насосов с длительным ПЖЦ, где необходимо учитывать МП и МТ (для поставщика важен запас конкурентоспособности).